在医疗器械领域,导管的设计和材料选择对于手术成功率和患者安全至关重要,尤其是血管介入治疗中,除了柔韧性和可推动性,导管还要有足够的强度来抵抗外部施加的力量,避免在操作过程中发生形变或损坏。
PTFE内衬管因其独特的物理和化学性质,已成为医疗导管设计的首选材料之一。特别是在自由挤出工艺的应用下,PTFE内衬管的屈服力得到了显著提升,为医疗导管的性能和可靠性带来了革命性的改进。
PART 01
屈服力概念
屈服力是指材料在外力作用下发生塑性变形之前所能承受的最大应力。屈服力是一个重要的机械性能指标,它关系到导管在使用过程中的稳定性和可靠性。较高的屈服强度意味着材料能够承受更大的应力而不发生塑性失效,具有更好的强度和刚度。
PART 02
自由挤出工艺:分子定向与屈服力
对于PTFE内衬管而言,屈服力不仅与其材料本身的性能有关,还深受制造工艺的影响。
目前常见的超薄壁PTFE内衬管的制造工艺包括:铸膜工艺、自由挤出工艺、带芯轴挤出工艺。不同的生产方式会产生不同的原纤维分子排列方式,进而生产出具有不同屈服力的PTFE内衬管。
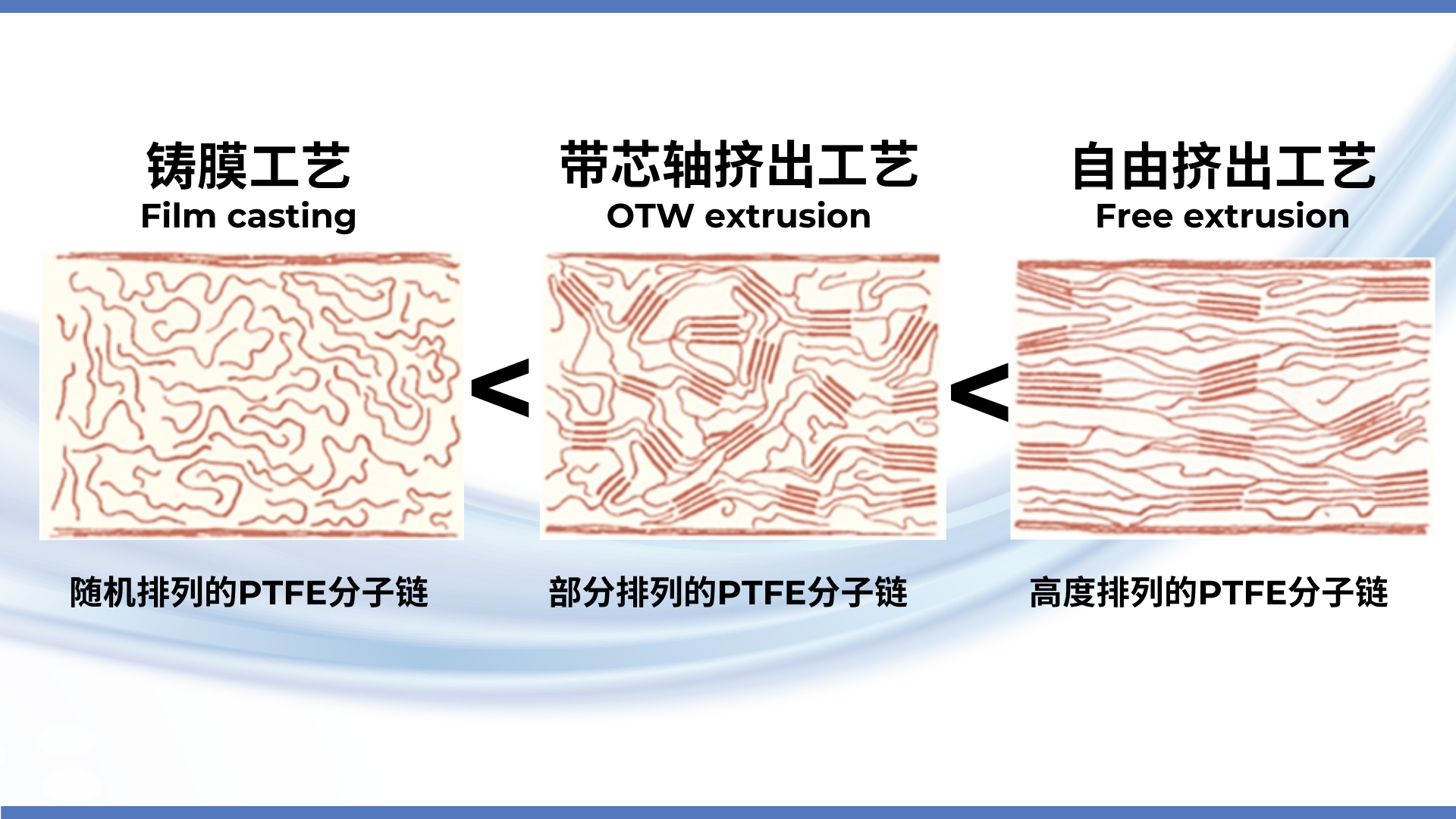
如上图所示,铸膜工艺的原纤维排列是随机无序的,带芯轴挤出工艺的原纤维会在一定程度上有序排列,而自由挤出工艺由于可使PTFE基体中的晶粒松开,形成轴向或挤出方向的原纤维,实现了PTFE分子链的有序排列,这种分子定向性增强了材料的屈服力。
PART 03
如何提高屈服力
①生产工艺:选择自由挤出工艺
如上所述,由于分子链的定向排列,自由挤出工艺生产的PTFE内衬管通常具有更高的屈服力。这意味着在医疗器械应用中,尤其是在需要导管承受较大力量或在复杂路径中导航的情况下,选择自由挤出工艺的PTFE内衬管会有更高的性能优势。
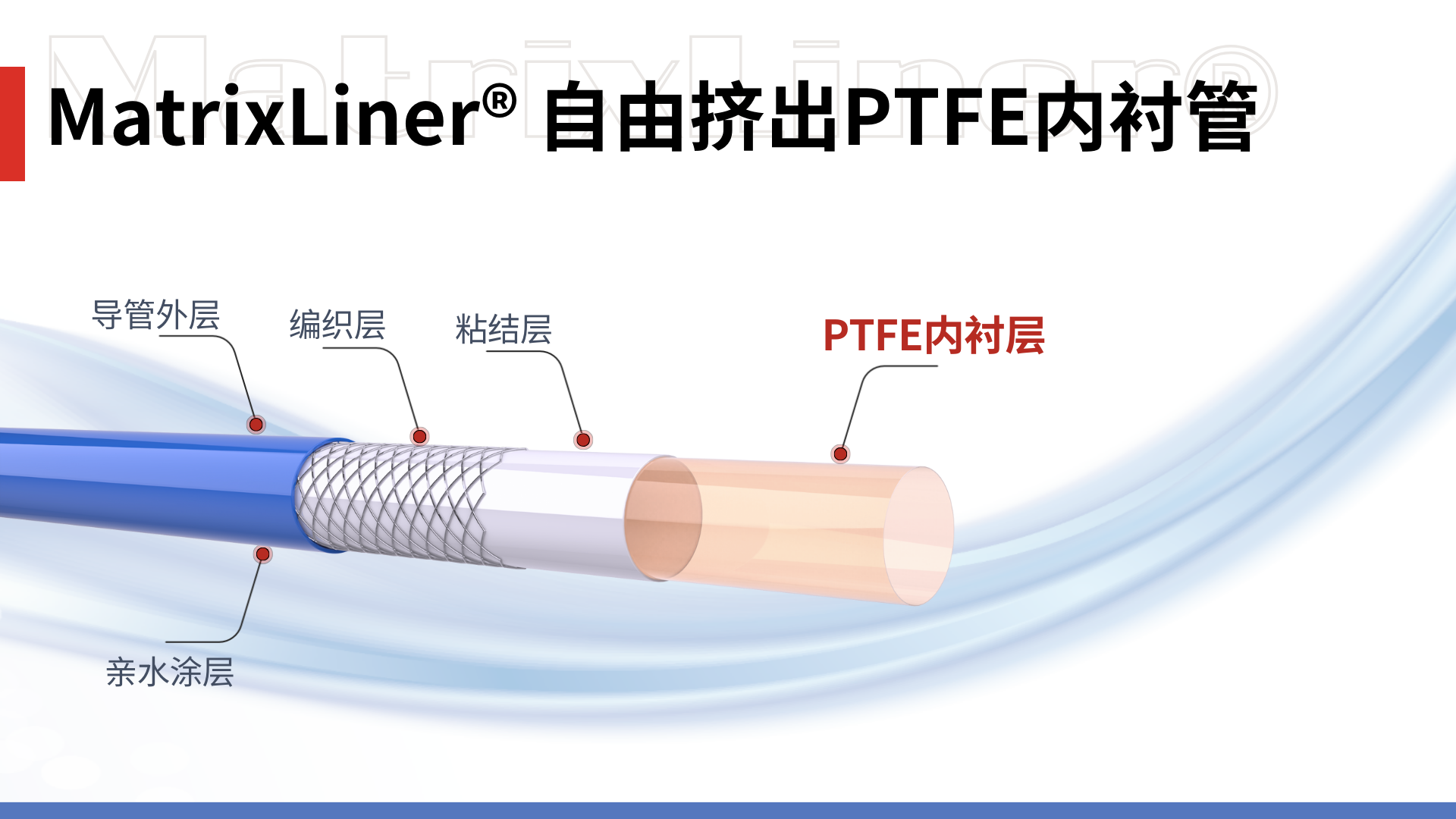
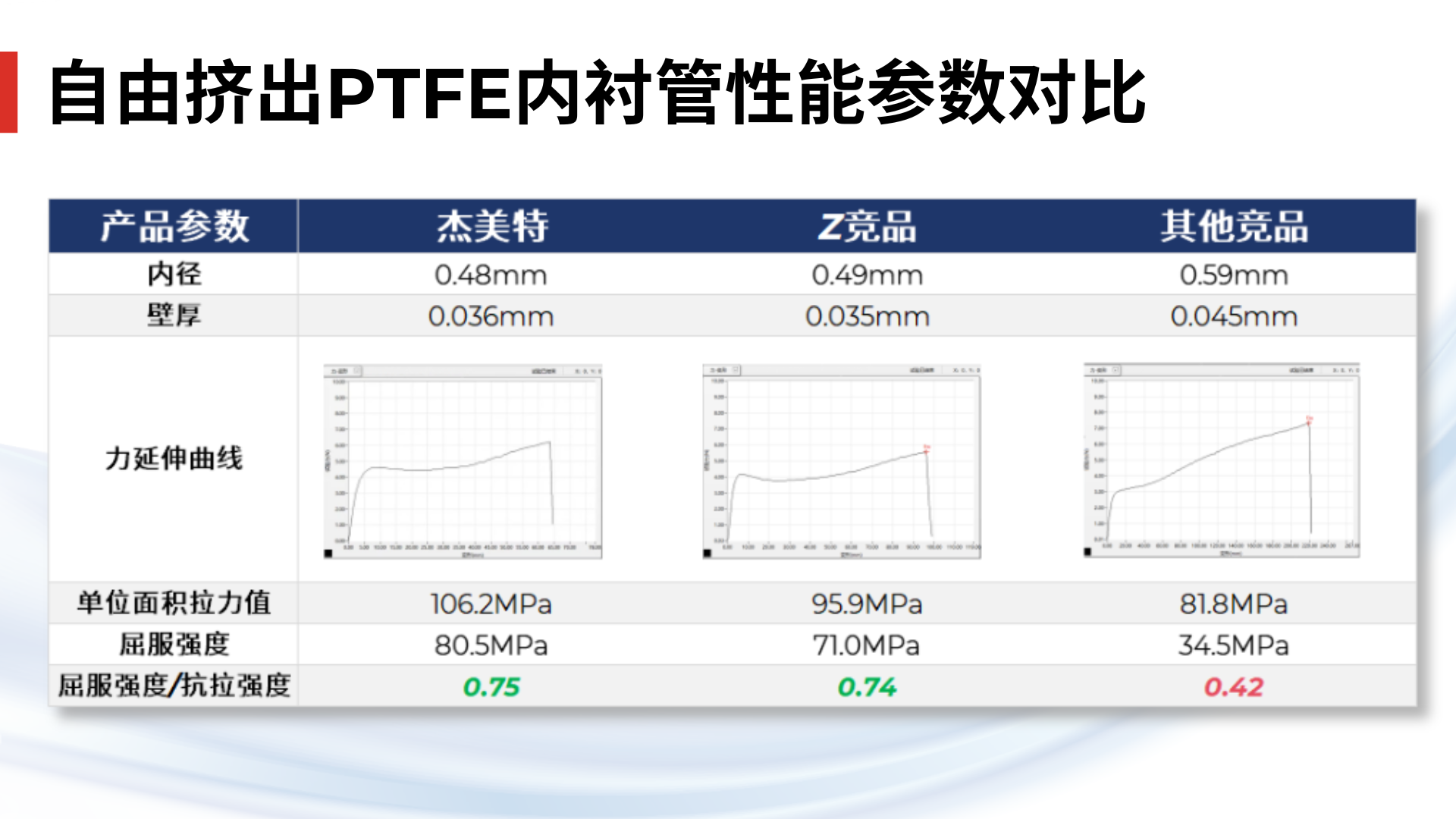
得益于出色的挤出工艺,杰美特旗下杰美嘉成MatrixLiner® 自由挤出PTFE内衬管具有优异的性能表现,其屈服强度,抗拉强度,单位面积拉力值等可以达到与同行业国外知名品牌一致。
②定制化解决方案:壁厚与屈服力的完美平衡
除了材料、制作工艺外,PTFE内衬管的壁厚也是影响屈服力的因素之一。壁厚和屈服力之间的关系,并不是简单的直接正比关系,一般来说,PTFE作为一种具有低弹性模量的材料,增加壁厚虽然可以提高其承载能力,但并不会导致屈服力成比例增加。此外,过厚的壁厚可能导致导管变得过于刚硬,影响其柔韧性和可操作性。
因此,需要通过优化壁厚和导管的其他设计参数(如外径、长度等),在不显著增加导管刚度的前提下,提高其屈服力。
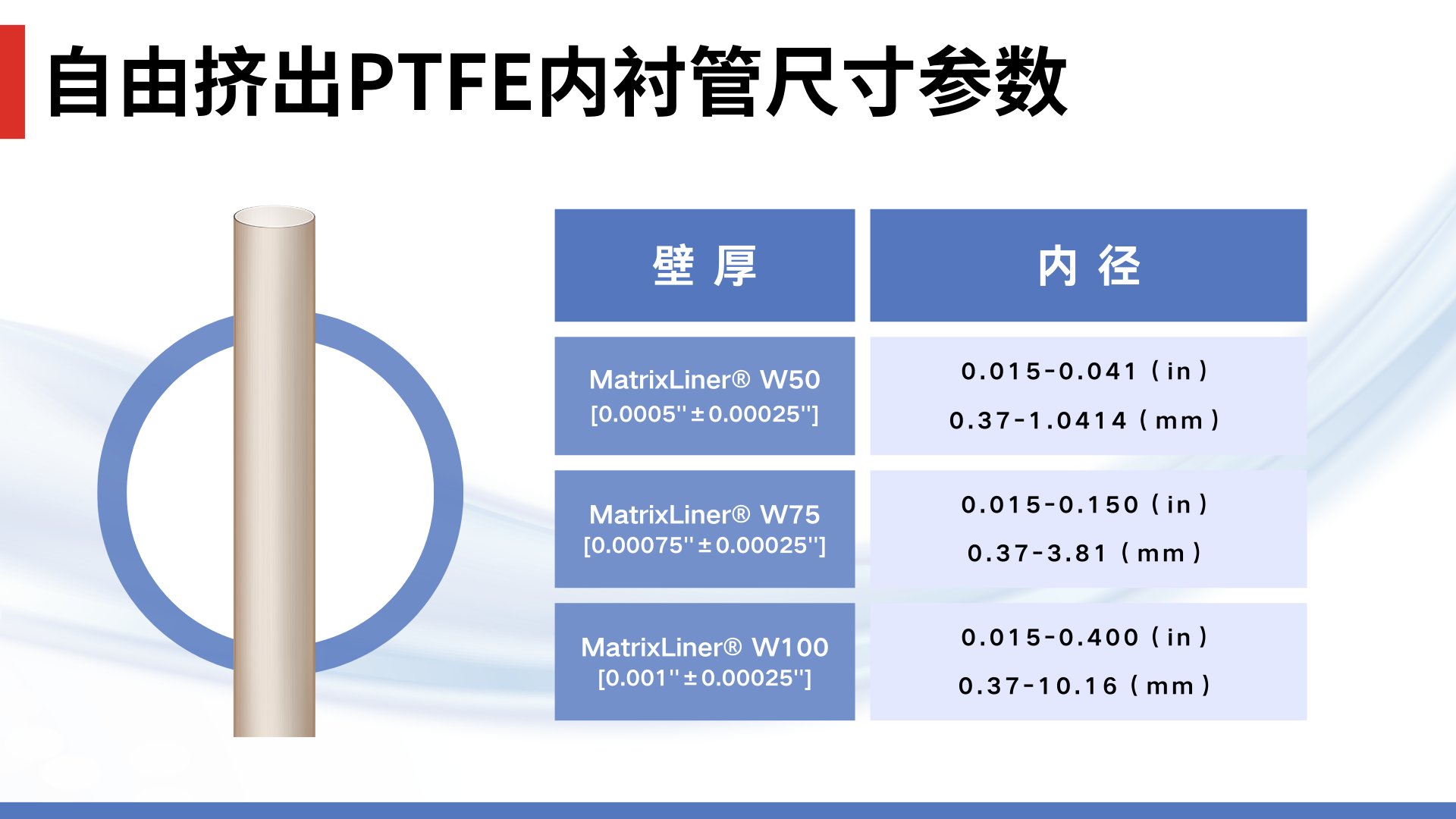
杰美嘉成MatrixLiner® 自由挤出PTFE内衬管可按照客户的具体要求进行设计/定制,确保不同壁厚的PTFE内衬管都达到预期的屈服力,从特殊尺寸到特定性能,我们的技术团队均能与客户紧密合作,开发出最适合的产品。
总结
自由挤出工艺生产的PTFE内衬管因其卓越的屈服力表现,是多种医疗场景的理想选择,包括但不限于心血管手术、微创手术以及其他需要高精度和高可靠性的医疗程序。
作为技术先锋,杰美嘉成将严格根据ISO13485体系,为医疗器械市场提供高品质的自由挤出PTFE内衬管以及带芯轴挤出PTFE 内衬管的全套解决方案,同时做到快速响应市场变化,提供短交货周期的产品(标准品交期2周,常规定制尺寸交期4-8周)。